
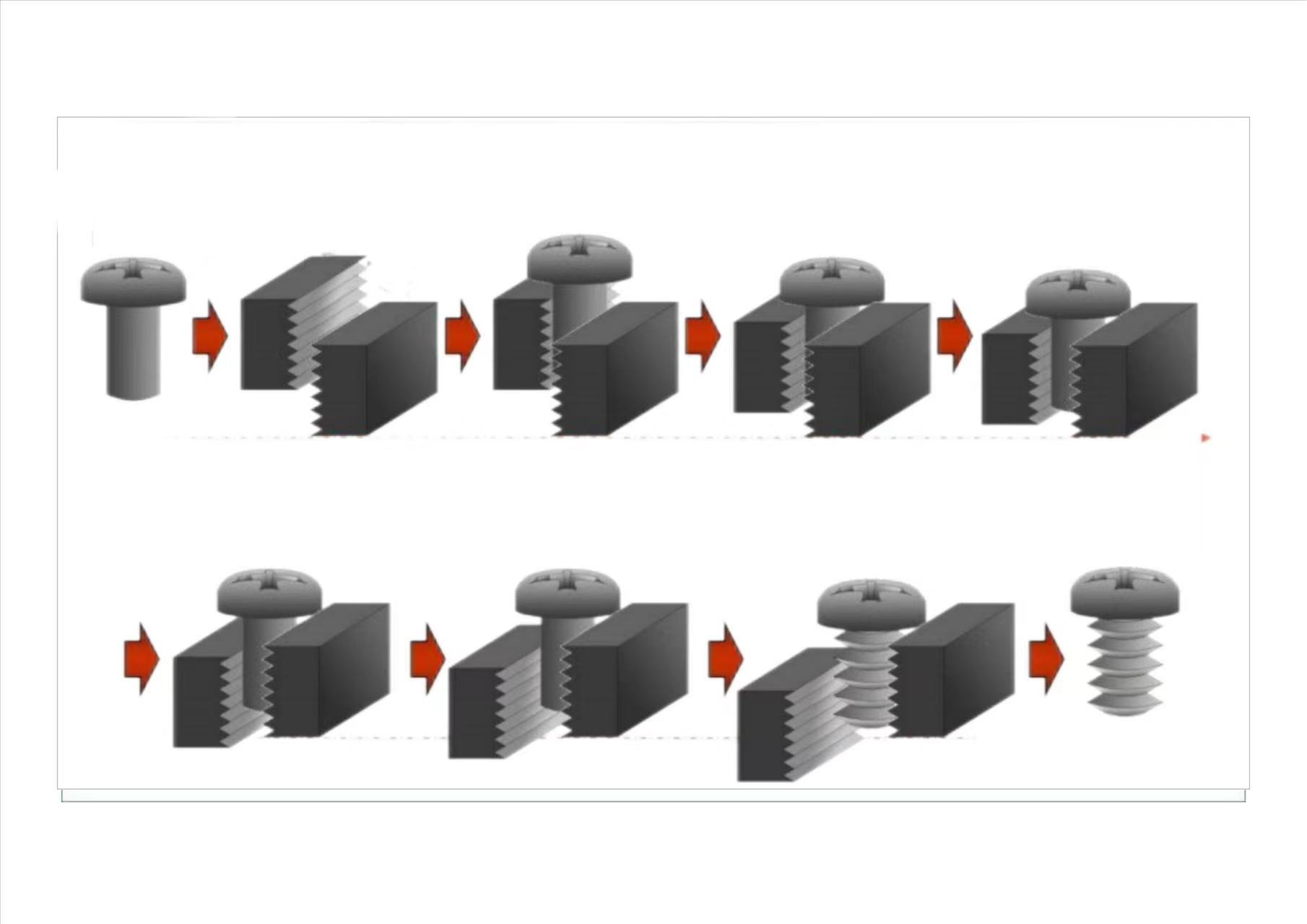
শার্প-পয়েন্ট স্ক্রুগুলি মেশিন স্ক্রুগুলির মতোই, তবে স্ক্রুটির থ্রেডটি স্ব-লঘুপাতের স্ক্রুগুলির জন্য একটি বিশেষ থ্রেড।এটি একটি একক টুকরা তৈরি করতে দুটি পাতলা ধাতব উপাদানকে একসাথে বেঁধে রাখতে ব্যবহৃত হয় এবং উপাদানগুলিতে আগে থেকেই ছোট গর্ত তৈরি করা প্রয়োজন।এই স্ক্রুটির উচ্চ কঠোরতার কারণে, এটি সরাসরি উপাদানটির গর্তে স্ক্রু করা যেতে পারে, উপাদানটিতে একটি প্রতিক্রিয়াশীল অভ্যন্তরীণ থ্রেড তৈরি করে।এই ধরনের সংযোগ গঠনও একটি অপসারণযোগ্য সংযোগ।


স্পাইক-টেইলড স্ক্রু তৈরির প্রক্রিয়া বা উৎপাদন প্রক্রিয়ার প্রথম অংশ হল কয়েলিং প্রক্রিয়া।প্রক্রিয়া হল কাঁচামাল প্রস্তুতকারকের দ্বারা ক্রয় করা মূল কয়েল।একটি কয়েলের প্রধান পরামিতিগুলির মধ্যে রয়েছে: A, ব্র্যান্ড বি, নাম সি, স্পেসিফিকেশন ডি, উপাদান ই, ফার্নেস নম্বর বা ব্যাচ নম্বর F, পরিমাণ বা ওজন।কার্বন ইস্পাত কয়েলের প্রধান রাসায়নিক গঠন হল: C, Mn, P, S, Si, Cu, Al, যার মধ্যে Cu, Al এর উপাদান যত কম হবে তত ভাল।

স্ক্রু উৎপাদনের দ্বিতীয় প্রক্রিয়া হল তারের অঙ্কন প্রক্রিয়া।তারের অঙ্কন প্রক্রিয়ার উদ্দেশ্য আমাদের প্রয়োজন তারের ব্যাস অর্জন করা (যেমন 3.5 মিমি পর্যন্ত তারের অঙ্কন)।
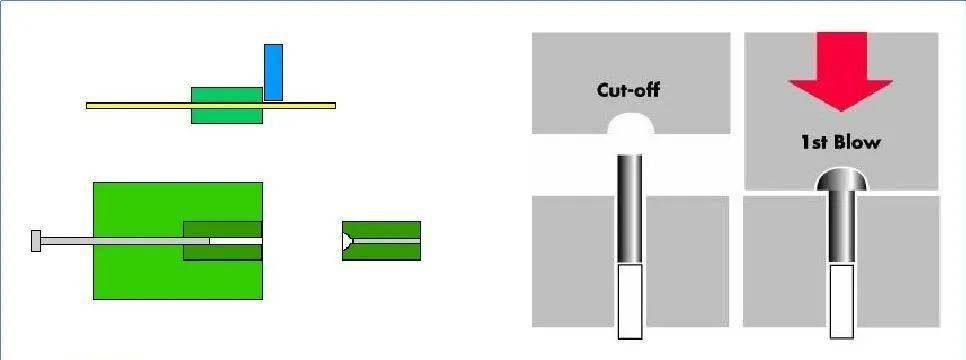


তৃতীয় প্রক্রিয়াটি হল কোল্ড হেডিং (শিরোনাম) প্রক্রিয়া।আকৃতির জন্য ডাইগুলির মধ্যে মিথষ্ক্রিয়ার মাধ্যমে প্রথমে তারটি কাটুন, স্ক্রু ফাঁকা জায়গায় বিপর্যস্ত করুন, মাথা তৈরি করুন, ক্রস গ্রুভ (বা অন্য হেড টাইপ) থ্রেডের ফাঁকা ব্যাস এবং রডের দৈর্ঘ্য, মাথার নীচে গোল করা ইত্যাদি।
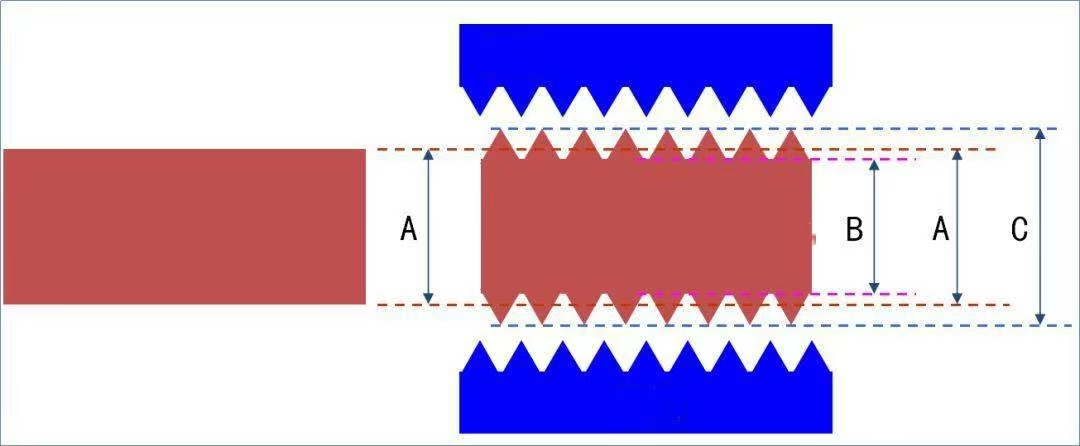

থ্রেড রোলিং প্রক্রিয়াটি উত্পাদনের চতুর্থ প্রক্রিয়া।থ্রেডগুলি ঠান্ডা শিরোনামের ফাঁকা জায়গা থেকে রোল করা হয় এবং চলমান এবং স্থির দাঁত প্লেটের মিথস্ক্রিয়া দ্বারা থ্রেড প্যাটার্ন তৈরি হয়।

5, তাপ চিকিত্সা প্রক্রিয়া
01. উদ্দেশ্য:
উচ্চ কঠোরতা এবং শক্তি পেতে ঠান্ডা শিরোনাম প্রক্রিয়ায় স্ক্রু তৈরি করতে
02. ভূমিকা:
ধাতু স্ব-লঘুপাত লকিং অর্জন
ধাতব অংশগুলির যান্ত্রিক বৈশিষ্ট্যগুলি উন্নত করুন, যেমন টর্শন, প্রসার্য, পরিধান প্রতিরোধের
03. শ্রেণীবিভাগ:
A. অ্যানিলিং: (700 ℃ x 4hr): দীর্ঘায়িত সংগঠন - অর্থোগোনাল বহুভুজকরণ।
B. কার্বারাইজিং হিট ট্রিটমেন্ট (কম কার্বন সামগ্রী সহ ধাতব পদার্থের জন্য তাদের পৃষ্ঠের কঠোরতা উন্নত করতে ধাতুর অংশগুলিতে কার্বন যোগ করা)
C. টেম্পারিং হিট ট্রিটমেন্ট (ধাতুতে কোন উপাদান যোগ করা হয় না, ধাতুর অভ্যন্তরীণ কাঠামো তাপমাত্রা পরিবর্তনের মাধ্যমে পরিবর্তিত হয় যাতে ভালো যান্ত্রিক বৈশিষ্ট্য পাওয়া যায়) অস্ট্রেলিয়ান বাজারের জন্য, আমাদের রয়েছে দৃঢ় আস্থা, চমৎকার বৈদেশিক বাণিজ্য বিক্রয়কর্মী, বিভিন্ন ধরনের পণ্যের, একটি কারখানা হিসাবে, পণ্য সরবরাহ এবং গুণমানের কঠোর নিয়ন্ত্রণ, একটি নিরব দল, ইত্যাদি, এই কারণেই আমরা অস্ট্রেলিয়ান বাজারের চিপগুলির জন্য প্রতিযোগিতা করি।
চূড়ান্ত প্রক্রিয়া হল পৃষ্ঠ চিকিত্সা প্রক্রিয়া, যা প্লেটিং নামেও পরিচিত।কলাইয়ের পরে, পণ্যের পৃষ্ঠটি পছন্দসই রঙের প্রভাব এবং পৃষ্ঠের অ্যান্টি-অক্সিডেশন কলাই প্রভাব দেখাতে পারে।

XINRUIFENG ফাস্টেনারের প্রধান পণ্যগুলি হল শার্প-পয়েন্ট স্ক্রু এবং ড্রিল-পয়েন্ট স্ক্রু।
শার্প-পয়েন্ট স্ক্রুতে ড্রাইওয়াল স্ক্রু, চিপবোর্ড স্ক্রু, সেলফ-ট্যাপিং স্ক্রু, সিএসকে হেড, হেক্স হেড, ট্রাস হেড, প্যান হেড এবং প্যান ফ্রেমিং হেড শার্প-পয়েন্ট স্ক্রু রয়েছে।
ড্রিল-পয়েন্ট স্ক্রুতে রয়েছে ড্রাইওয়াল স্ক্রু ড্রিল পয়েন্ট, সিএসকে হেড সেল্ফ ড্রিলিং স্ক্রু, হেক্স হেড সেল্ফ ড্রিলিং স্ক্রু, ইপিডিএম-এর সাথে সেলফ ড্রিলিং স্ক্রু সহ হেক্স হেড;পিভিসি;বা রাবার ওয়াশার, ট্রাস হেড সেল্ফ ড্রিলিং স্ক্রু, প্যান হেড সেলফ ড্রিলিং স্ক্রু এবং প্যান ফ্রেমিং সেলফ ড্রিলিং স্ক্রু।
চমৎকার গুণমান, প্রতিযোগিতামূলক মূল্য, এবং সময়মত ডেলিভারি আমাদের সাফল্যের তিনটি স্তম্ভ।এবং আমরা একটি দীর্ঘমেয়াদী অংশীদারিত্ব প্রতিষ্ঠা করতে চাই এবং আমাদের সমস্ত ক্লায়েন্টদের সাথে একটি জয়-জয় করতে চাই।
পোস্টের সময়: জুন-28-2023